| 卡盘尺寸 | 8″ |
| 最大加工直径 | Φ670 mm |
| 最大加工长度 | 1011 mm / 1519 mm |
复合加工中心
INTEGREX AG
具有齿轮加工和测量功能的混合式复合加工中心
- 齿轮工艺集成可实现高精度加工并缩短工序时间
- 整合三种齿轮加工方法(刮齿、滚齿、铣齿),满足从多品种小批量生产到大批量生产的各种需求
- 通过对话式编程可以在短时间内生成切削刀具加工和测量路径
最大加工直径
INTEGREX 与齿轮切削和测量功能相融合
INTEGREX AG 系列可进行车削、铣削、5 轴加工和齿轮加工
INTEGREX AG 系列机型融合了三种齿轮加工方法:刮齿、滚齿和铣齿。从使用通用立铣刀的灵活加工到使用专用刀具的大规模生产,AG 机型可以满足您的生产需求。此外,该机型还可进行齿轮测量。
- 1:|5 轴加工
- 2:|齿轮切削
- 3:|齿轮测量
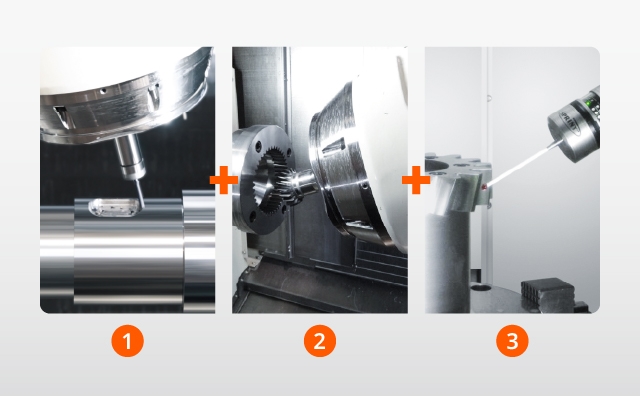
无需专用齿轮加工机即可生产齿轮
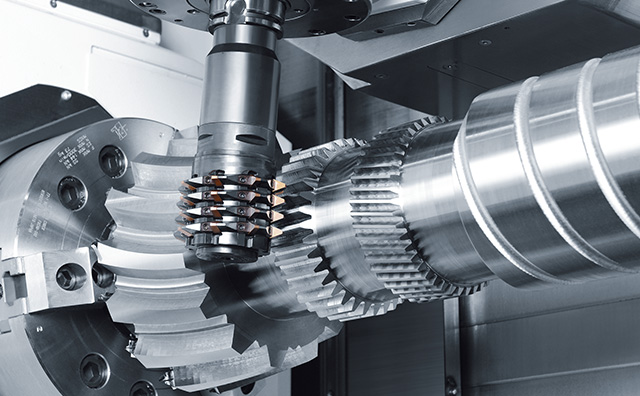
刮齿
通过高速齿轮刮削,实现生产效率的提升
- 采用独特的 INTEGREX AG 控制技术实现高精度的刮齿加工
- 即使在各主轴的最大转速条件下,车削主轴和铣削主轴之间的旋转同步精度也能保持不变
- 齿轮刮削可通过小直径刀具加工小直径工件,或使用硬质合金刀具

喷淋式卡盘冷却液(可选)
喷淋式卡盘冷却液在内齿轮刮削过程中可有效抑制切屑嵌入齿面,延长刀具使用寿命。喷嘴可调节,可旋转散射角度(40°~95°)。
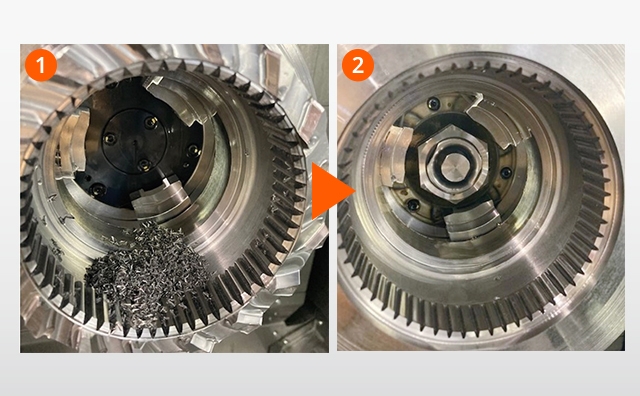
2:使用喷淋式卡盘冷却的加工

滚齿加工
实现 ISO 7 级加工精度
Smooth Gear Hobbing 是齿轮滚刀加工编程辅助软件,配备 “滚刀偏移功能”,该功能可在每次切削时移动滚刀加工点,从而延长滚刀在需要重新刃磨前的使用周期,还有 “齿向修正功能”,用于调整已加工齿轮的齿面接触点。
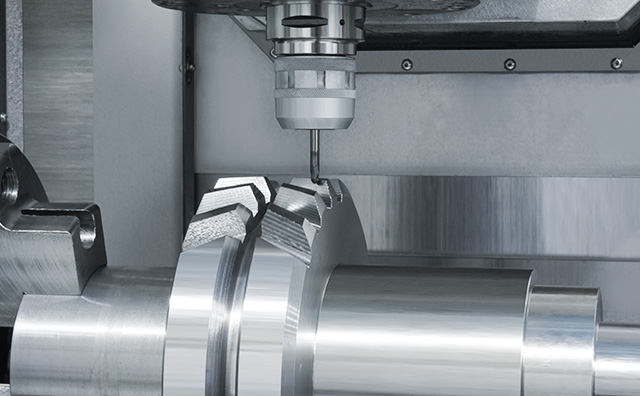
铣齿加工
可使用常规立铣刀加工齿轮。使用专用软件“Smooth Gear Milling”,可以用标准立铣刀逐个加工齿槽。“齿形修整功能”和“齿向误差修整功能”可以对加工出来的齿轮齿进行调整。该功能可提供 ISO 5 级(原 JIS 1 级)加工精度。
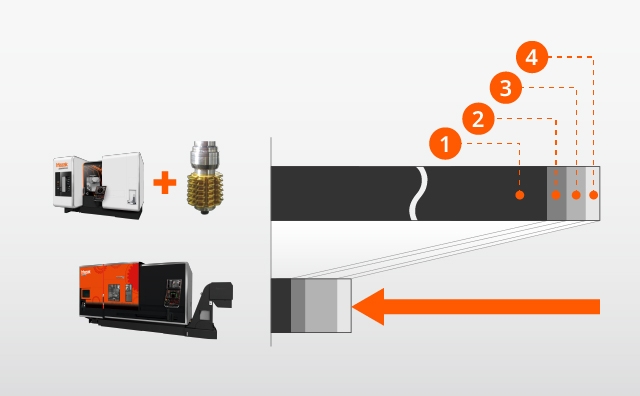
缩短加工时间
复合加工机滚齿加工与 INTEGREX AG 立铣刀加工的比较
以多品种小批量生产的方式进行零部件加工时,如需使用滚刀等专用刀具,单是准备刀具和夹具就需要花费大量时间。INTEGREX AG 可以使用常规立铣刀进行多种齿轮的加工,能大幅缩短交货期。
1:刀具和夹具准备
2:编程
3:齿轮加工
4:切削加工
齿槽相位检测功能可实现与其他加工区域的相位对齐
齿轮齿径向同相定位
在进行刮齿加工、滚齿加工后,识别齿槽的中心角。根据识别出的相位角,能实现键槽加工、钻孔和球头立铣刀去毛刺的自动化。在判断有无齿的同时,还可以在端面或齿顶圆上识别齿轮齿槽的中心角。实际识别精度为 0.005 度(在直径 360 mm 的圆周上为 16 μm)。可根据目标工件的形状和侧头接触点,设定不发生干涉的探针姿态和探针的进给方向。

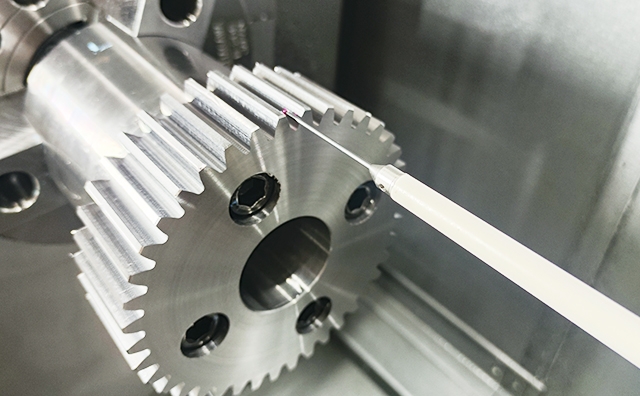
使用扫描探针进行节距测量,支持高质量生产
节距测量
加工完成后,使用扫描探针进行节距测量。除了单节距误差、累积节距误差和齿间跳动外,还可计算节圆中心。

齿面测量为选项功能,通过测量齿轮齿形和导程来可视化加工的齿轮面
齿轮齿形和导程测量*
加工完成后,可安装扫描探针立即测量齿轮齿形和导程。
减少了将加工好的工件运送到 3D 测量仪进行检查,然后再返回 INTEGREX 进行额外加工所需的设置次数。
测量结果可在 MAZATROL SmoothAi 操作画面上显示,并可查看齿面情况。
* 选项

使用扫描探针进行齿面测量
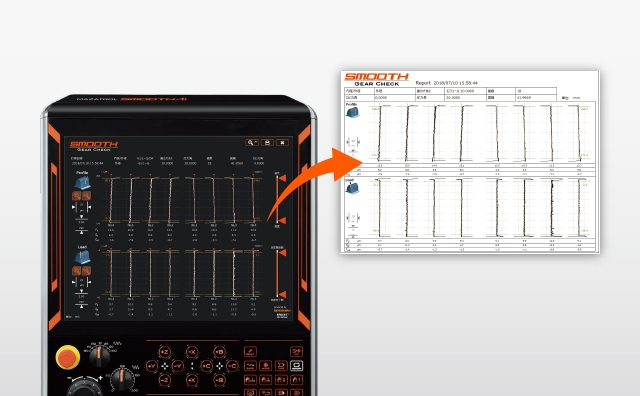
在 MAZATROL SmoothAi 操作画面上显示测量结果
CNC 画面上的测量结果可一键式输出为图像(PNG 文件)。
通过对话式编程实现高精度的齿轮加工与测量
只需在查看图形向导的同时设定图纸中记载的各类参数和进给速度,即可轻松快速地创建编程。该配套软件可以创建专用的G代码程序,并进一步自动生成加工和测量路径。通过按下循环启动按钮,可以进行齿轮切削和测量。